
Tööstusliku tootmise valdkonnas,volframkarbiiditeraon saanud suure tugevuse, suure kõvaduse ja suurepärase kulumiskindluse tõttu operatsioonide lõikamise liider. Kuid üldiselt, kui tööstuslikud labad pöörlevad lõikeprotsessi ajal suurel kiirusel ja puutuvad metallmaterjaliga tihedasse kokku, toimub pilkupüüdev nähtus vaikselt - sädemed lendavad. See nähtus pole mitte ainult intrigeeriv, vaid tõstatab ka küsimusi selle kohta, kas volframkarbiidi labad tekitavad lõikamisel alati sädemeid. Selles artiklis uurime seda teemat põhjalikult ja tutvustame konkreetselt põhjuseid, miks volframkarbiidi labad teatud tingimustel lõikades sädemeid ei tekita.
Volframkarbiiditera, nagu omamoodi tsementeeritud karbiidi, koosneb peamiselt volframi, koobalti, süsiniku ja muudest elementidest, mis annavad sellele suurepäraseid füüsikalisi ja keemilisi omadusi. Lõikamisoperatsioonide korral on volframkarbiidi labad võimelised teravate servade ja kiire pöörlemisega kergesti erinevaid metallmaterjale lõikama. Kuid regulaarsetel tingimustel süttib metalli lõikamiseks tera suurel kiirusel metalli pinnale pisikesed osakesed hõõrdumise tekitatud kõrge temperatuuri tõttu, moodustades sädemeid.

Kuid mitte kõik volframkarbiidi labad ei tekita lõikamisel sädemeid. Teatud konkreetsetes tingimustes, näiteks volframkarbiidimaterjalide spetsiaalsete suhete kasutamine või konkreetsete lõikamisprotsesside kasutuselevõtt, võivad volframkarbiiditerad lõigata ilma sädemeteta. Selle nähtuse taga on keerulised füüsilised ja keemilised põhimõtted.
Esiteks on võtmeks volfram -terasmaterjali spetsiaalne suhe. Volfram -karbiidi labade tootmisel saab tera mikrostruktuuri ja keemilist koostist muuta, reguleerides volframi, koobalti, süsiniku ja muude elementide sisaldust ja osakaalu. Nende muudatuste tulemuseks on lõikeprotsessi ajal labad, millel on madalam hõõrdetegur ja suurem soojusjuhtivus. Kui tera on metalliga kontaktis, saab hõõrdumise tõttu tekkivat soojust tera kiiresti imenduda ja läbi viia, vältides pisikeste osakeste süttimist metalli pinnal, vähendades sellega sädemete tekkimist.
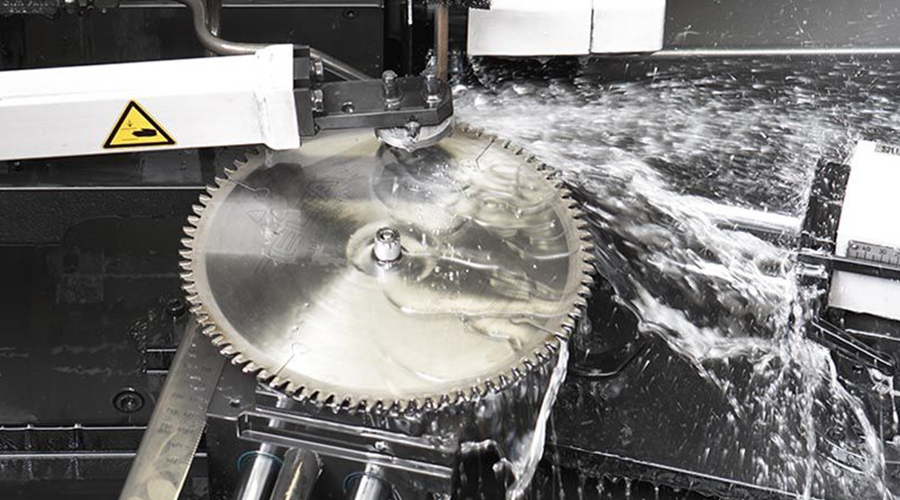
Teiseks on ka lõikamisprotsessi valik ülioluline. Lõikamisprotsessis saab tera ja metalli vahelist hõõrdumist ja temperatuuri juhtida parameetrite, näiteks lõikekiiruse, lõikamissügavuse ja lõikenurga reguleerimisega. Kui lõikekiirus on mõõdukas, on lõikesügavus pinnapealne ja lõikenurk on mõistlik, hõõrdumist ja temperatuuri saab märkimisväärselt vähendada, vähendades sädemete tekkimist. Lisaks võib jahutusvedeliku kasutamine lõikepiirkonna jahutamiseks ja määrimiseks ka metalli pinna temperatuuri tõhusalt ja vähendada hõõrdumist, vähendades veelgi sädemete tekkimist.
Lisaks ülaltoodud põhjustele võib ka sädemete puudumine volframkarbiidi labadega lõikamisel olla seotud ka metallmaterjali olemusega. Mõnel metallmaterjalil on madal sulamistemperatuur ja kõrge oksüdatsiooniresistentsus, mida lõikamisprotsessis pole kerge süüdata. Kui need metallid puutuvad kokku volframkarbiidi labadega, on keeruline sädemeid moodustada isegi siis, kui genereeritakse teatavat hõõrdumist ja temperatuuri.
Siiski väärib märkimist, et kuigi spetsiaalselt proportsionaalsed volfram -terasmaterjalid ja konkreetsed lõikamisprotsessid võivad sädemete teket teatud määral vähendada, ei saa nad sädemeid täielikult kõrvaldada. Praktilistes rakendustes on operaatorite ohutuse tagamiseks vaja siiski võtta vajalikke ohutusmeetmeid, näiteks kaitseprillide, tulekindlate rõivaste ja kinnaste kandmine.
Lisaks tuleb tuleohtlikus ja plahvatusohtlikus keskkonnas läbi viia lõikamisoperatsioonid, tulekahju ja plahvatuse riski vähendamiseks tuleks valida plahvatuskindel jõudlusega seadmed ja labad. Samal ajal on ka lõikeseadmete ja labade regulaarne ülevaatus ja hooldamine, et tagada nende heas töökorras oluline meede sädete genereerimise vähendamiseks.
Kokkuvõtteks, kasvolframkarbiiditeratekitab sädemeid, kui lõikamine sõltub tegurite kombinatsioonist. Reguleerides volfram -terasmaterjalide suhet, optimeerides lõikeprotsessi ning valides õige metallmaterjali ja muude mõõtmete, saab sädemete genereerimist teatud määral vähendada. Lõikamise ohutuse ja tõhususe tagamiseks on siiski vaja võtta vajalikke ohutuskaitsemeetmeid ning regulaarseid kontrolli- ja hooldusmeetmeid. Teaduse ja tehnoloogia pideva edusammude ning tootmisprotsessi pideva täiustamise tõttu arvatakse, et tulevikus on rohkem uuenduslikke tehnoloogiaid ja meetmeid, et vähendada sädemeid ning edendada tööstusliku tootmise valdkonna ohutust ja säästvat arengut.
Hiljem jätkame teabe värskendamist ja lisateavet leiate meie veebisaidilt (PassionTool.com) ajaveebist.
Muidugi võite pöörata tähelepanu ka meie ametlikule sotsiaalmeediale:





Postiaeg: 27-2024



